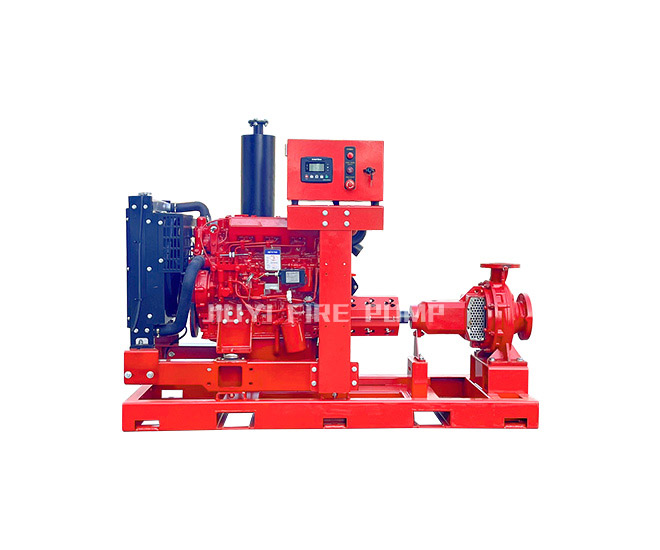
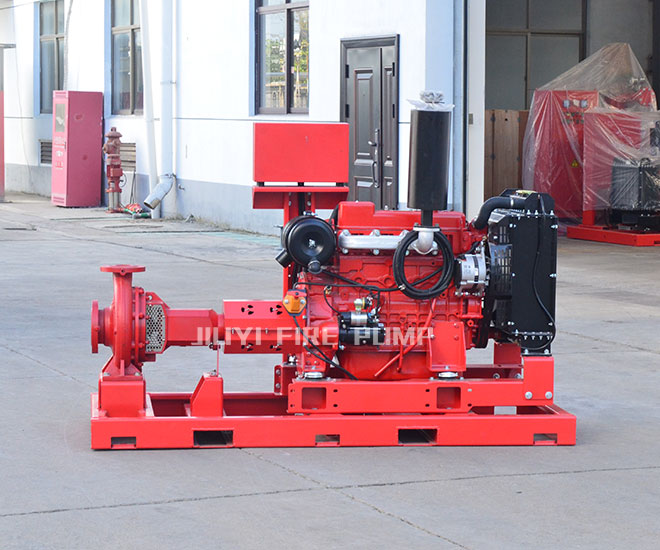
Diesel Engine End Suction Fire Pump is a new generation of energy saving, environment friendly horizontal centrifugal pump researched and developed by our company, which absorbs advanced technology of similar products abroad and adopts domestic general performance parameters of centrifugal pumps.
In addition, according to different operation temperatures and mediums, we developed the hot-water pump(ISWR), corrosion-resistant chemical pump(ISWH) and oil pump (lSWB). This pump enjoys excellent performance, good reliability, long operation life, reasonable construction and nice appearance, which isoutstanding in the industry.
Standard: UL Flow:50-2000 GPM Head: 80-250 PSI NON-UL Flow:50-5000GPM Head: 40-250 PSI Meet high standards
XA single-stage single-suction centrifugal pump conforms to international standards: ISO9908, Technical Specification for Centrifugal Pumps,Class Ⅲ (Technical Specifcation for Centrifugal Pumps, Class Ⅲ), mainly based on German DIN standard.
High-efficiency volute
The pump body is in the form of high-efficiency volute.
The flange connection size is in accordance with GB/T 17241.6-1998 (cast iron) and GB/T 9113.1-2000(steel) PN1.6MPa,and can be used with the following standard fanges.: BS 4504: 1989, ISO 7005.1: 1992, DIN 2533: 1976,ISO 7005.2:1988.
Structural Design for Easy Installation
The rear open cover design can replace the rotor components without dismantling the pipeline.Replaceable seal ring. The wear of the impeller ring can be achieved only by replacing the sealing ring,so as to restore the best operating condition of the pump and achieve low-cost operation.
Ensure high reliability at high speed and heavy load operation
Cantilever ratio is small. The cantilever ratio of the rotor ranges from 0.66 to 1.1, with good rigidity and small deflection.
Its rigidity is much better than that of the same type of single-stage centrifugal pump (the cantilever ratio of lS pump is between 0.97 and 1.48).
Further lmprove the Stability of Pump Operation
Hydraulic balance design and combination of impeller dynamic and static balance
Structure
Bare pump can use single stage pump, horizontal split case pump, end suction pump, multistage pump, material can be castiron, stainless steel, and bronze impeller
Application
Oil and Gas
Oil and gas are flammable substances, so fire safety is paramount. UL listed fire pump set is a high-standard fire pump suitable for scenarios with high fire ratings.
Industrial Facility
In the complex and high-risk industrial environment, efficient fire protection systems are essential. The UL Listed Fire Pump Set provides reliable fire protection, ensuring safety and stability in production environments.
Commercial buildings
In commercial buildings, protecting assets, employees, and visitors from fire risks is paramount. A reliable UL Listed Fire Pump Set ensures swift and effective response in emergencies, safeguarding both lives and valuable properties, while also minimizing downtime and potential financial losses.
Residential
In residential , the protection against fire hazards is paramount, as it safeguards both lives and property. With a dependable UL Listed Fire Pump Set, the safety and well-being of your loved ones and your assets are prioritized, ensuring peace of mind in the face of potential emergencies.
public spaces
In public spaces, the safety of individuals is of utmost importance. With this reliable system in place, public venues can uphold safety standards, protect lives, and maintain a secure environment for all occupants.
Multistage Diesel Engine Fire Pump is a versatile and reliable firefighting solution designed for a wide range of applications. Whether it's industrial facilities, commercial buildings, residential complexes, or public infrastructure, Multistage Diesel Engine Fire Pump ensures effective fire protection. With its robust design and advanced features, this pump set is ready to tackle emergencies and safeguard lives and properties in various firefighting scenarios.
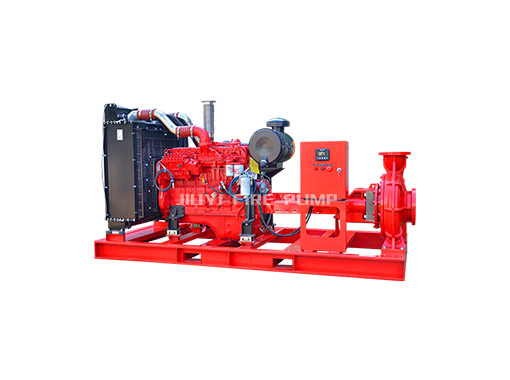
Diesel Engine End Suction Fire Pump is a new generation of energy saving, environment friendly horizontal centrifugal pump researched and developed by our company, which absorbs advanced technology of similar products abroad and adopts domestic general performance parameters of centrifugal pumps.
In addition, according to different operation temperatures and mediums, we developed the hot-water pump(ISWR), corrosion-resistant chemical pump(ISWH) and oil pump (lSWB). This pump enjoys excellent performance, good reliability, long operation life, reasonable construction and nice appearance, which isoutstanding in the industry.
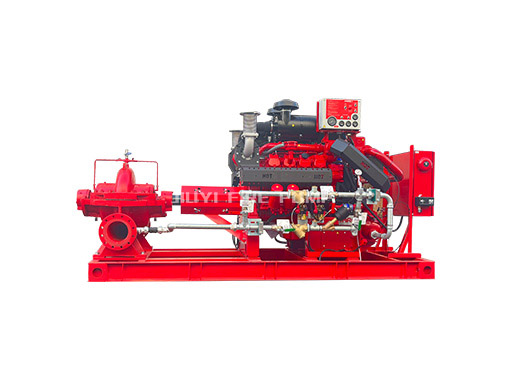
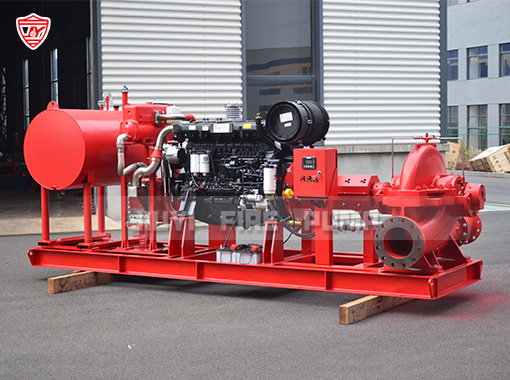
The Diesel Engine Split Case Fire Pump finds wide application in various locations and buildings, including factories, commercial buildings, residential complexes, hospitals, airports, ports, and more. Whether serving as the primary firefighting water source or a backup water supply, it offers reliable support to your firefighting equipment and systems.
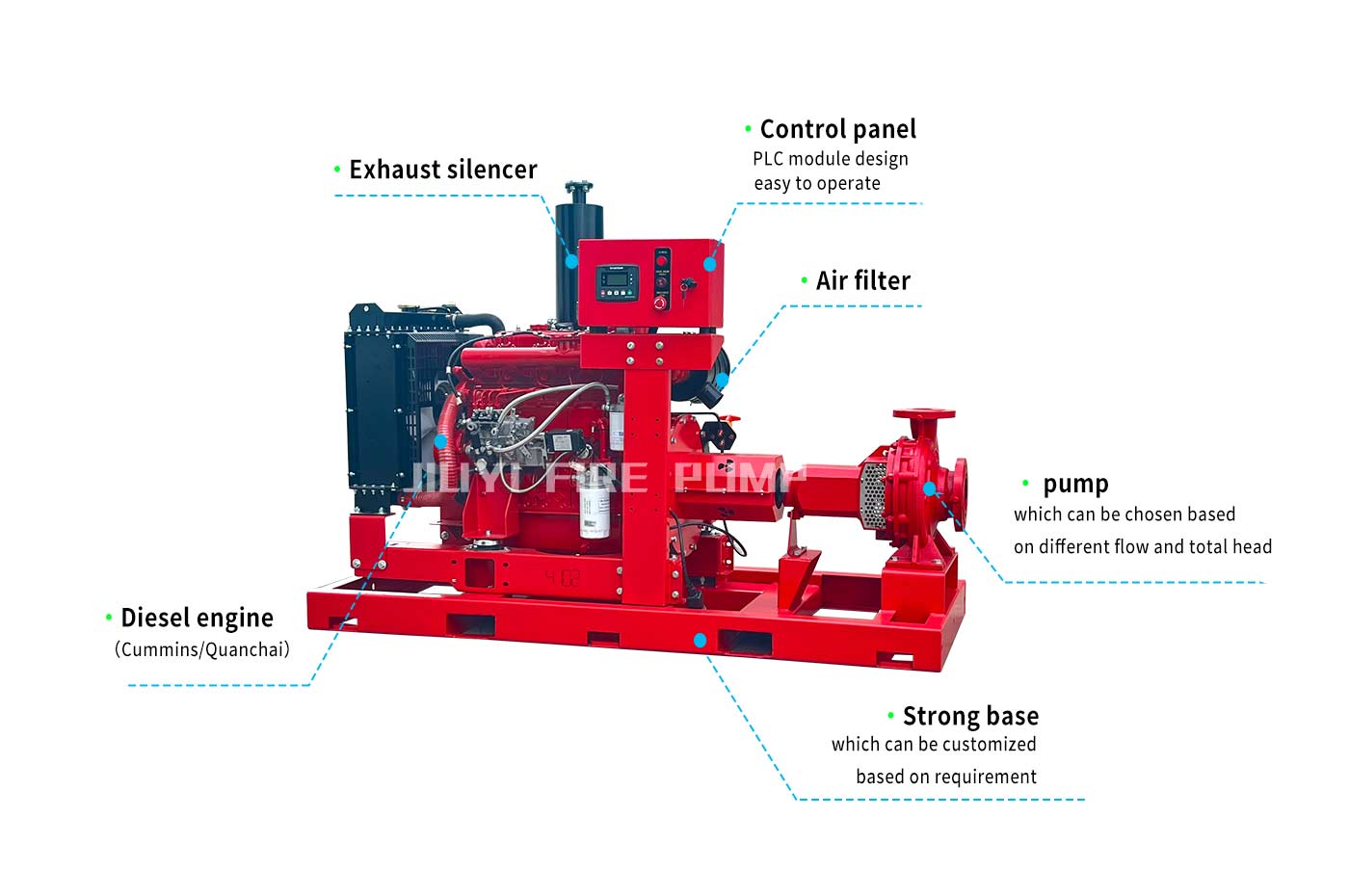
Overview of JIUYI’s cutting-edge diesel engine pump solutions for fire protection.
Highlighting the importance of reliable diesel fire pump systems for large-scale industrial, commercial, and critical infrastructure applications.
XA End Suction Fire Pump combines the advantages of similar products in China and abroad, and is designed with excellent hydraulic model.Therefore, its excellent hydraulic performance and structural characteristics ensure that users caneffectively reduce the operation cost of pumps in various applications.
The Diesel Engine Split Case Fire Pump finds wide application in various locations and buildings, including factories, commercial buildings, residential complexes, hospitals, airports, ports, and more. Whether serving as the primary firefighting water source or a backup water supply, it offers reliable support to your firefighting equipment and systems.
The Diesel Engine Vertical Turbine Fire Pump has a wide range of applications, making it suitable for extracting water from deep wells and hot springs. Whether it's for firefighting, urban water supply systems, or hot spring facilities, it delivers reliable hydraulic support, ensuring smooth operations.By choosing the Diesel Engine Vertical Turbine Fire Pump, you gain a trustworthy equipment that guarantees efficient extraction of water from deep wells and hot springs.